
TIG (ang. Tungsten Inert Gas)
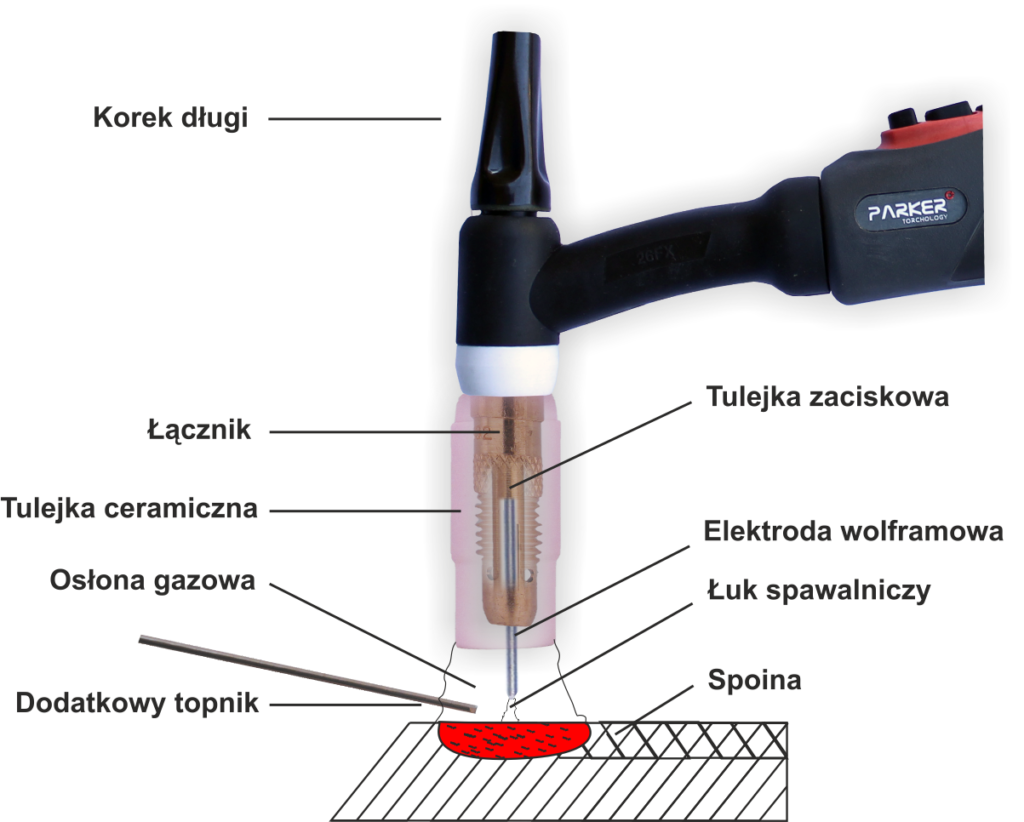
W metodzie TIG (ang.: Tungsten Inert Gas) łuk elektryczny zajarza się w osłonie gazu obojętnego (argonu), między spawanym elementem a nietopliwą elektrodą, wykonaną z czystego wolframu lub wolframu z dodatkami. W trybie TIG lift-arc zajarzenie łuku następuje w chwili zetknięcia elektrody ze spawanym elementem; żeby uniknąć zanieczyszczenia spoiny atomami wolframu, należy ustawić niski prąd zwarciowy; w tym trybie trudno uzyskać wysoką jakość początkowego odcinka spoiny. W celu zupełnego wyeliminowania możliwości zanieczyszczenia spoiny wolframem, zaleca się, by elektroda nie dotykała spawanego elementu; w tym właśnie celu używa się bezstykowego zajarzania łuku przy wykorzystaniu wyładowań o wysokich częstotliwościach (HF). Metoda TIG polecana jest szczególnie, jeżeli chce się uzyskać dobrze wyglądającą spoinę bez pracochłonnej obróbki mechanicznej po spawaniu; wymaga to jednak odpowiedniego przygotowania i oczyszczenia krawędzi obu spawanych elementów oraz wysokich umiejętności spawacza. Właściwości chemiczne materiału dodatkowego powinny być podobne do właściwości spawanych elementów. Rolę gazu osłonowego zawsze pełni czysty argon, doprowadzany w ilościach zależnych od ustawionego prądu spawania. Metoda TIG polecana jest w szczególności do spawania stali nierdzewnych, żaro i kwasoodpornych, stopów aluminium, miedzi, magnezu, tytanu oraz wszystkich pozostałych metali i stopów spawalnych.